
Nasze usługi

Wycinanie laserowe
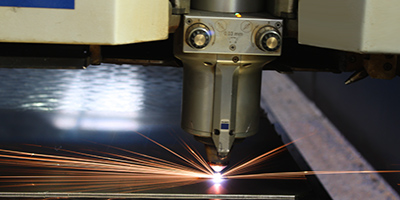
Cięcie i spawanie laserowe elementów wykonanych ze stali, aluminium, wycinanie laserowe mosiądzu, miedzi i tytanu w max formacie 6000x2000mm.
Gięcie blach

Gięcie przy użyciu pras krawędziowych hydraulicznych ze sterowaniem CNC o nacisku max 3,2T, długość elementów do 4,4m.
Spawanie elementów
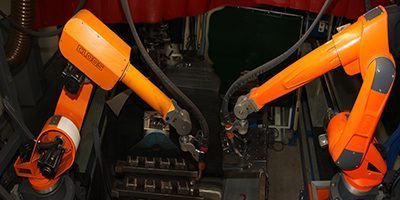
Spawanie elementów wykonanych ze stali konstrukcyjnej, stali nierdzewnej i aluminium.



Cięcie piłą taśmową
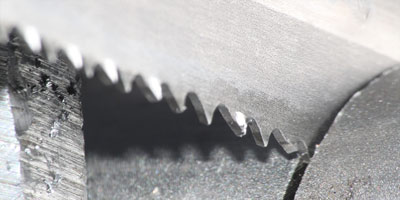
Cięcie profili i rur o dowolnej długości wykonanych ze stali konstrukcyjnej, stali nierdzewnej i aluminium.
Treko Laser - Lider inwestycji w Małopolsce
Treko Laser Sp. z o.o. rozpoczęła swoją działalność w 1992 roku i obecnie obchodzi 32 rocznicę istnienia. Czterokrotne przyznanie GAZELI BIZNESU, wyróżnienie w plebiscycie DZIENNIKA POLSKIEGO – LIDER INWESTYCJI W MAŁOPOLSCE – oraz uhonorowanie tytułem Dąb Małopolski w kategorii Przedsiębiorca, jest odzwierciedleniem tendencji rozwojowych firmy. Obecnie do usług produkcyjnych pragniemy dołożyć możliwość wsparcia Państwa w projektowaniu produkowanych wyrobów. Oferujemy opracowany w centrum badawczo rozwojowym system balkonów dostawnych z nowatorskim systemem wznoszenia,
Nasze realizacje




Zadzwoń do nas
+48 12 256 00 01
ul. Hałacińskiego 10
32-050 Skawina
Pon-Pt
godz. 07:00-15:00
Napisz do nas na
poczta@treko-laser.pl