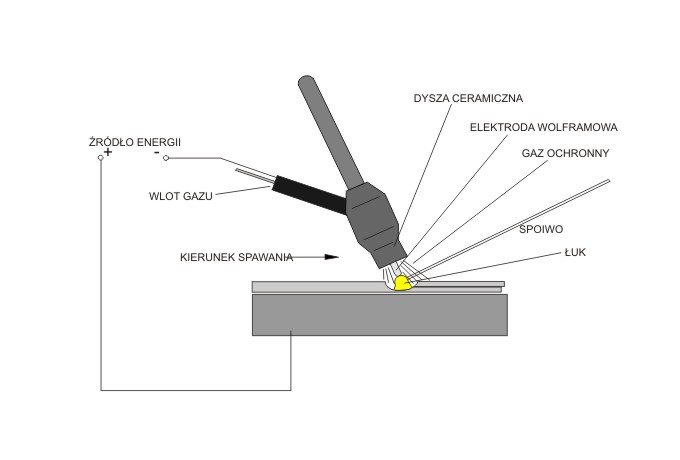
TIG (Tungsten – 'ang.wolfram’ Inert – 'ang.obojętny’ Gas) lub WIG (Wolfram Inert Gas). Łuk elektryczny zajarzony i utrzymywany pomiędzy elektrodą wolframową lub ze stopu wolframowego i elementem spawanym, dostarcza energię konieczną do stopienia stali w atmosferze gazu obojętnego. Stale nierdzewne spawa się zawsze prądem stałym przy biegunowości ujemnej (DCEN – Direct Current Electrode Negative lub DCSP – Direct Current Straight Polarity). W tych warunkach, strumień elektronów uderza w spawany element, co zwiększa wtopienie, podczas gdy elektroda, wykonana zazwyczaj z wolframu torowanego (2% ThO2) ulega bardzo małemu zużyciu. W przypadku stosowania spoiwa, występuje ono albo w postaci prętów, albo w postaci drutu w kręgach do spawania automatycznego. Przepływ gazu obojętnego chroni strefę łuku od otaczającego powietrza. Umożliwia to utrzymanie bardzo stabilnego łuku. W zależności od materiału spawanego, gaz ochronny składa się z mieszaniny argonu (Ar), helu (He) oraz wodoru (H2)
Główne zalety tej metody:
- skoncentrowane źródło ciepła powodujące powstanie dosyć wąskiej strefy stopienia,
- bardzo stabilny łuk oraz niewielkie, spokojne jeziorko spawalnicze; bez rozprysków, ponieważ nie ma potrzeby stosowania topnika, wyeliminowane są pozostałości utleniania, co minimalizuje problem końcowego czyszczenia,
- doskonała jakość metalurgiczna z dokładną kontrolą wtopienia i kształtu spoiny we wszystkich pozycjach spawania,
- czyste spoiny wolne od porów,
- bardzo małe zużycie elektrody wolframowej,
- łatwość opanowania i przyswojenia techniki spawania.Grubość spawanych elementów wynosi od 0,5 mm do 4,0 mm.
 |
