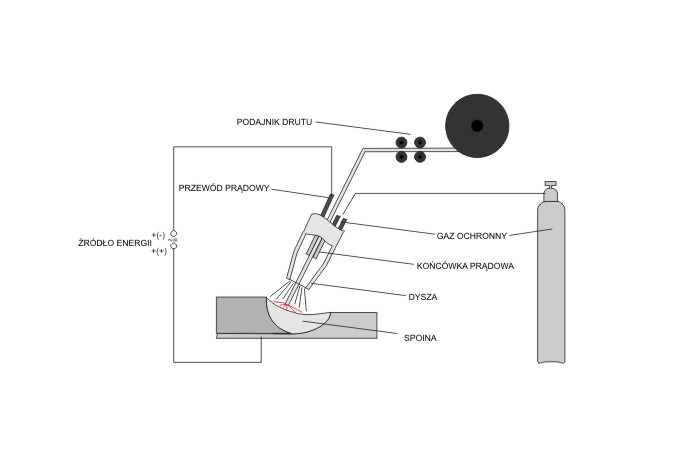
MIG (Metal Inert Gas) – spawanie w osłonach gazów obojętnych, MAG (Metal Active Gas) – spawanie w osłonach gazów aktywnych. Ciepło spawania jest wytwarzane przez łuk zajarzony pomiędzy podawanym w sposób ciągły metalowym drutem elektrodowym a elementem spawanym. W przeciwieństwie do metody spawania TIG, elektroda tutaj zużywa się, a łuk jarzy się w osłonie gazu ochronnego pomiędzy topliwym drutem spawalniczym, a elementem spawanym. Metodą tą można spawać stale węglowe i niskostopowe, stale odporne na korozję, aluminium, miedź, nikiel i ich stopy. Metal spoiny formowany jest z metalu stapiającego się – drutu elektrodowego i nadtopionych brzegów materiału spawanego.
Podstawowe gazy ochronne stosowane do spawania MIG/MAG to gazy obojętne: argon, hel oraz gazy aktywne; CO2, H2, O2, N2, i NO, stosowane oddzielnie lub tylko jako dodatki do argonu czy helu.
Spawanie MIG/MAG prowadzone może być prądem stałym lub przemiennym, we wszystkich pozycjach. Obecnie prawie wyłącznie stosuje się spawanie MIG/MAG prądem stałym, z biegunowością dodatnią. Spawanie prowadzone jest jako półautomatyczne zmechanizowane, automatyczne lub w sposób zrobotyzowany. Dzięki dużej uniwersalności procesu, łatwość regulacji , spawanie MIG/MAG pozwala na wykonywanie różnorodnych konstrukcji z różnych metali i stopów, w warunkach warsztatowych i montażowych, we wszystkich pozycjach. Elektroda topliwa w postaci drutu pełnego, zwykle o średnicy od 0,5¸4,0 mm, podawana jest w sposób ciągły, przez specjalny system podający, z prędkością w zakresie od 2,5¸50 m/min. Palnik może być chłodzony wodą lub powietrzem.
Spawanie prądem przemiennym wymaga użycia źródeł prądu o wysokim napięciu biegu jałowego, w celu zapewnienia stabilnego jarzenia się łuku i grubokroplowego przenoszenia metalu w łuku. Gdy prąd przemienny ma biegunowość ujemną, przenoszenie metalu jest utrudnione i występuje rozprysk, natomiast przy biegunowości dodatniej, łuk jarzy się stabilnie. Naniesienie powłoki emulsyjnej na elektrodę topliwą zapewnia, podobnie jak przy spawaniu prądem stałym z biegunowością ujemną, stabilne i natryskowe przenoszenie metalu w łuku. Spawanie prądem przemiennym ma niewielkie zastosowanie w przemyśle.
Natężenie prądu – jest ściśle powiązane ze zmianą szybkości podawania drutu, która musi być równa prędkości jego stapiania. Wzrost natężenia prądu powyżej wartości krytycznej, dla danej średnicy elektrody, zmniejsza wielkość kropli, zwiększa częstotliwość ich przejścia i poprawia stabilność łuku.
 |
