Frezowanie – jest jednym z często stosowanych, najbardziej wydajnych sposobów obróbki skrawaniem. Polega więc na oddzieleniu warstwy materiału za pomocą obracającego się narzędzia (freza) na obrabiarce zwanej frezarką. Frezowaniem można obrabiać płaszczyzny, powierzchnie krzywoliniowe, gwinty, koła zębate itp. Frez wykonuje obrotowy ruch skrawania, natomiast przedmiot wykonuje względem freza ruch posuwowy (postępowy lub obrotowy). Zęby freza wchodząc kolejno w materiał w rezultacie zdejmują z niego wióry. Rozróżnia się frezowanie walcowe, w którym frez skrawa ostrzami leżącymi na powierzchni walcowej i frezowanie czołowe, w którym frez skrawa zębami położonymi na powierzchni czołowej. W zależności od kierunku ruchu posuwowego względem freza frezowanie może być:
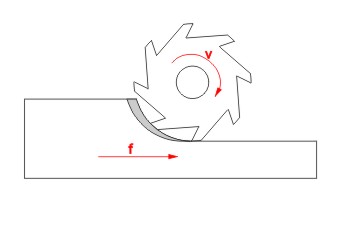
- przeciwbieżne gdzie kierunek ruchu obrotowego freza i ruchu posuwowego przedmiotu są przeciwbieżne. W takim przypadku frezowania, siła posuwowa normalna, skierowana jest pionowo w górę. Detal ma zatem tendencję do odrywania się od powierzchni stołu lub imadła. Występują tu problemy z chłodzeniem, jest ono utrudnione gdyż wióry gromadzą się przed frezem. Frezowanie przeciwbieżne stosujemy w przypadku obrabiania np. surowego odlewu, obróbkę rozpoczynamy w już obrobionym miejscu, co zwiększa trwałość narzędzia.
 |
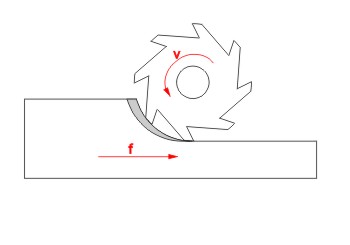
- współbieżne gdzie kierunek ruchu posuwowego przedmiotu jest zgodny z kierunkiem ruchu roboczego freza. Frezowanie współbieżne jest zatem bardziej korzystne od przeciwbieżnego, ponieważ grubość warstwy skrawanej jest największa na początku i najmniejsza pod koniec pracy. Wióry gromadzą się za frezem, co umożliwia lepsze chłodzenia narzędzia. Siła posuwowa normalna skierowana jest pionowo w dół i dociska obrabiany detal do stołu frezarki.
 |
Przedmioty o złożonych kształtach można obrabiać:
Frezowaniem kształtowym – frez ma zarys obrabianego przedmiotu.
Frezowaniem kopiowym opartym na zasadzie kopiowania według wzornika lub bezpośrednio z rysunku.
Frezem nazywa się narzędzie skrawające z wieloma ostrzami na powierzchni walcowej lub czołowej, wykonujące podczas obróbki ruch obrotowy. W zależności zatem od rodzaju ostrzy rozróżnia się frezy: ścinowe (jednościnowe, dwuścinowe) oraz zataczane. Frezy małe są wykonuje się najczęściej z jednego kawałka stali (zwykle stal szybkotnąca). Frezy o większych wymiarach mogą mieć ostrza ze stali szybkotnącej lub z węglików spiekanych. Ostrza łączy się następnie z korpusem freza w sposób trwały np. lutowaniem. Ze względu na budowę, głowice frezowe mają zawsze ostrza wstawiane osadzone w korpusie.
Obróbka skrawaniem powierzchni w przypadku, gdy stosujemy wstępnie wycinanie laserowe, może okazać się trudna ze względu na utwardzenie tych powierzchni z uwagi na wpływ ciepła. Dla blachy 1,5 mm w gatunku DC01 mikroutwardzenie powierzchni po obróbce laserowej w stosunku do pierwotnej 156HV wyniosło 280HV, dla blachy 5 mm S235JR mikrotwardość wyniosła 438HV.
